Goon.ru
Goon.ruЕсли вы уже присматриваетесь к лазерному станку и имеете представление о том, что такое рабочее поле или знаете как станок работает, то в этой статье мы расскажем о том как его выбрать. Обратим внимания на нюансы при выборе лазерного станка и на что нужно обратить внимание в первую очередь.
Рамная конструкция и толщина корпуса
Что представляет из себя станина. Это цельносварная конструкция термически обработанная, к которой крепятся дополнительные детали конструкции. Высокая жесткость станка делает его надежным и долговечным. Это нужно чтобы станок при сильных ускорениях не вибрировал, это также зависит и от толщины корпуса. Станина должна быть ровная. Она позволяет проводить первичную или повторную настройку с минимальными временными затратами. Если она будет кривая, возникнут проблемы с выведением станка в горизонт. Тем самым станок будет невозможно отюстировать.
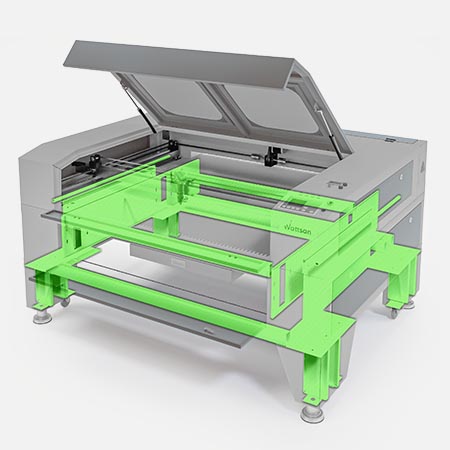
Про корпус так же можно сказать несколько слов.
Помимо вибрации толщина корпуса влияет на то сколько прослужит лазерный станок. Некоторые производители станков экономят и производят станки с тонким корпусом до 2 мм. Это становится видно при открывании крышки станка, если открывать крышку за край она будет открываться с трудом, ее будет закусывать. У наших станков толщина корпуса составляет 2,9 мм и больше, на станках WATTSAN 1610 и размером больше.
Шаговые двигатели
Шаговый двигатель – основная его функция преобразовывать электрическую энергию в механическую. В отличии от обычных двигателей, шаговые вращаются не непрерывно а по строго заданным шагам.

Шаговые двигатели бывают двухфазные и трехфазные. Двухфазные шаговые двигатели устанавливаются в основном на тяжелые и массивные узлы станка, а легкая режущая голова может приводится в движение как раз с помощью трехфазного двигателя.
Преимуществом трехфазных шаговых двигателей является уменьшенная величина шага относительно двухфазных, что улучшает плавность хода, особенно это видно при резке акрила и толстой фанеры. На ускорениях и торможениях трехфазные двигатели ведут себя лучше.
Зубчатые ремни
Ремни есть двух видов, резиновые и полиуретановые. Они бывают с дюймовыми и метрическими типами шага зубьев. Сравним их, какие подойдут лучше.
Резиновые ремни – имеют ряд недостатков, у них низкая тепло и морозостойкость, склонны к быстрому износу под воздействием кислорода, воздуха и света, за счет этого ремни растягиваются, что приводит к пропуску шагов и искажению резки. Детали будут вырезаться неверного размера.
Полиуретановые ремни считаются самыми прочными так как усиливаются металлокордом по всей его длине, благодаря этому ремни практически не тянутся, имеют плавный ход, высокий уровень производительности, крупный зуб.
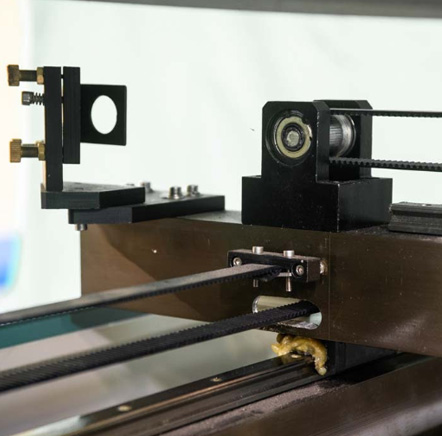
Расположение ремней
На станках ремни располагаются по разному, на некоторых станках они расположены на боковой стороне портала, а на других над порталом. Какое же расположение считается правильным и безопасным. Самое верное расположение ремней считается над порталом. Такое расположение предусмотрено для исключения нагрева ремня и возгорания от сбитого зеркала.
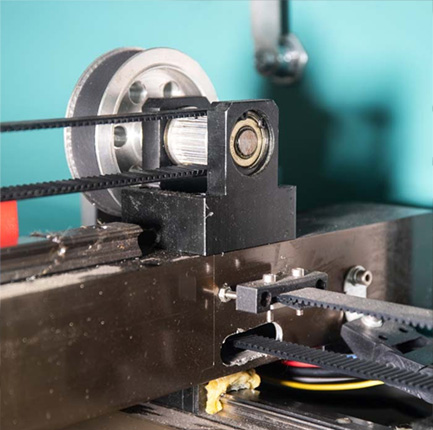
Ременной редуктор
Это устройство предназначенное для дробления шага и передачи преобразующего крутящего момента с шагового двигателя на другие механизмы. Это дает точность позиционирования и плавность хода при перемещении лазерной головы во время работы. Редуктора бывают 1/3; 1/4; 1/5. На наших станках устанавливаются редуктора с соотношением 1/4.
Портал
Портал – это иксовая ось по которой движется лазерная головка. Он должен быть жестким, так как несет основную нагрузку во время работы, особенно при гравировке и при быстром холостом ходе. Есть тонкие и легкие порталы 3 – 4 мм, у таких порталов большая вероятность что он со временем провиснет, а есть вдруг случится возгорание то тонкий портал выгнет быстрее чем толстый и массивный. Толстый портал добавляет жесткости что исключает перекос портала, увеличивает точность станка, отсутствие вибраций, долговечен. Более качественные фирмы изготавливают порталы из алюминия толщиной 5-7 мм с дополнительными ребрами жесткости.

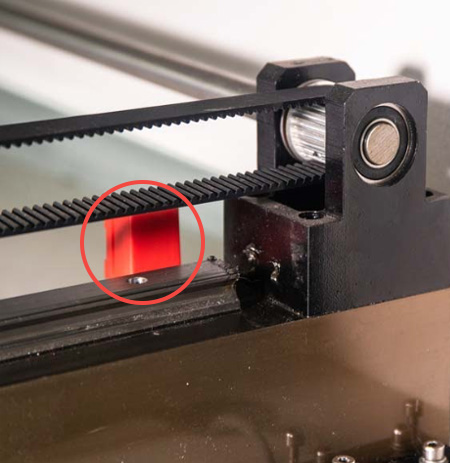
Концевые датчики
Этому факту также стоит уделить внимания. Концевые датчики бывают механические и индуктивные. Они помогают станку вначале работы определить координаты. Некоторые производители до сих пор устанавливают механические датчики. У механических датчиков низкая точность срабатывания, что влечет за собой столкновения механических частей с конструкцией станка. Также у механических датчиков высокая чувствительность к загрязнениям. Индуктивные концевые датчики точнее. В наших станках мы используем индуктивные концевые датчики Fotek с расстоянием срабатывания 5 мм.
Воздушный коннектор к соплу
В большинстве лазерных станков трубки для подачи воздуха закреплены к соплу хомутом или даже без какого либо крепления, что вызвано использованием слабого компрессора. Чтобы использовать более мощный компрессор больше подойдет крепление которое вкручивается в сопло, тем самым при большой подаче воздуха трубку не вырвет из сопла. Стоит отметить что для подачи воздуха лучше использовать не силиконовые трубки а полиуретановые. Силиконовые трубки мягкие, полиуретановые твердые. Полиуретановые трубки позволяют выдерживать давление до 2 атмосфер, а предельная нагрузка на разрыв у них 8 атмосфер.

Анодированные ламели и сопло
Анодированные или крашеные ламели. На лазерном станке должны использоваться только анодированные ламели. Анодирование осуществляется для исключения обратного отстрела лазера на материал. Некоторые производители красят ламели черной краской, это считается нарушением. С крашеных ламелей со временем будет сходить краска и при резке на материале с обратной стороны будет образовываться нагар. Сопло анодируется также для исключения обратного отстрела в зеркала и источник излучения, а также в оператора станка.

Крепления для лазерных трубок
Разберемся какие бывают крепления. Крепления бывают под каждый диаметр трубки, они не универсальны. Если вы захотите заменить трубку на более мощную или наоборот вам придется менять и крепления. С Универсальными креплениями все проще, они позволяют устанавливать трубки любых диаметров, регулируются в вертикальной и горизонтальной плоскости, что упрощает и ускоряет пусконаладку станка.

Механизм подъема и опускания стола
Есть два типа механизмов для подъема и опускания стола.
Первый тип ременной, приводится в движение ремнем расположенный снизу станка. Не очень удачный вариант так как ремень располагается в рабочей зоне и вероятно что лазерный луч может поджечь ремень. Так же продукты резки оказываются в зоне где протянут ремень. С ремнем велика вероятность перекоса стола если туда попадет как раз таки мусор. Если стол перекосило придется снимать ремень, выравнивать и перенатягивать ремень. Есть вероятность растяжения и разрыва ремня.
Второй тип цепной, приводится в движение цепью и располагается за пределами рабочей зоны станка, что предотвращает попадания в механизм продуктов резки. С цепным механизмом перекос стола сводится к минимуму. Цепь исключает разрыв и продлевает срок службы механизма. Такой механизм позволяет работать с камнем и другими тяжелыми материалами весом 50 – 70 кг.
Отсек для сбора продуктов резки
Не все станки оборудуются отсеком для сбора обрезков.
Станки с отсутствием отсека для сбора мусора имеют ряд недостатков.
Не удобно убирать станок, если есть механизм подъема и опускания стола обрезки могут попасть в механизм, придется сооружать контейнер для обрезков, а это лишняя трата времени и денег на материалы.
Станки с конусным столом и контейнером имеют преимущества:
Защищают подъемный механизм от попадания обрезков, повышает жесткость конструкции станка, имеет легкую доступность к обрезкам.
Реостат мощности лазерной трубки
Реостат – это потенциометр служащий для регулировки силы тока. Присутствует не на всех станках. Он позволяет производить более точную настройку мощности и контролировать ее. Многим известно, что мощность розжига лазерной трубки составляет 9 – 11%. С помощью реостата ее можно понизить до 2 – 3%. Используется для понижения мощности, например при контурной гравировке, что бы линии были более тонкие и чтоб на обратной стороне не оставалось точек от лазерного луча. Также на двухголовых станках если нужно отключить одну лазерную голову следует повернуть потенциометр в нулевое положение.

Но лучше всего, чтобы ТОЧНО определиться с моделью, мощностью и комплектации вашего лазерного станка, лучше обратиться в компанию LASERCUT – экспертов в области лазерного и фрезерного оборудования в России.
Подпишитесь на нашу рассылку!
Случайное

Плюсы и минусы контактного гриля Tefal

Как получить лицензию для онлайн-школы

Как участвовать в торгах?

Mercedes-Benz запустил производство